- 贵州创利达电气设备有限公司
- 联系人:叶经理
- 电话:18085111197
- 传真:
- 邮箱:513234833@qq.com
- 网址:bijie.cldqjc.com
- 地址:贵阳市观山湖区金华镇翁井村8号
有关毕节镀锌板焊接的技术性解读
来源:http://bijie.cldqjc.com/news415164.html发布时间:2020/7/9 9:51:00
贵州创利达电气设备有限公司为您免费提供毕节防火桥架,毕节镀锌桥架,毕节桥架厂家等相关信息发布和资讯展示,敬请关注!
有关镀锌板焊接的技术性解读
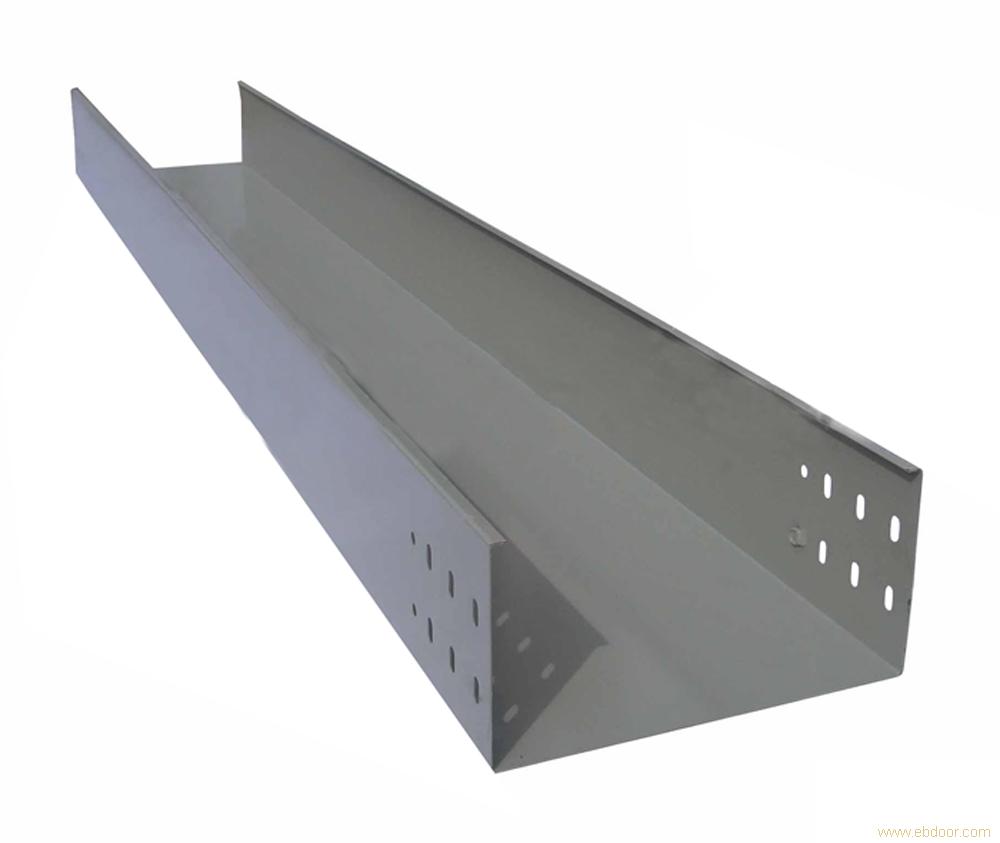
镀锌板表层的锌层能合理地维护厚钢板不被外部空气氧化,不容易锈蚀浸蚀。因其这一特点使其在机械制造业和家用电器家用电器加工制造业获得普遍的运用。由于镀锌板表层的锌层是溶点较为低的,它的存有使镀锌板在生产制造焊接全过程中,碰到非常大的难度系数,焊接时非常容易导致非常大的喷溅,焊点出現裂痕、出气孔等状况,比较严重危害焊接品质。镀锌板焊接要选择专业的SMD-40高频逆变电源螺母点焊机来处理镀锌板焊接时的难点,能够非常好的处理溅出大,焊接不坚固和粘电极等难题,可用于毕节镀锌桥架等。
镀锌板螺母点焊机的焊接主要参数调整:
1.焊接時间:高频逆变电源直流电螺母点焊机在焊接镀锌板时,主要是选用短期内大电流的强标准焊接方法。苏纳尔提示大伙儿,在焊接电流輸出和工作压力一定的状况下,在很短的焊接時间使产品工件溶接在一起,焊接時间太长,发热量键入过多也会造成喷溅,焊点抗压强度降低。
2.焊接电流:电流对造成发热量的危害比电阻器和時间两者都大,电流过大造成喷溅,焊点抗压强度降低。以便确保焊出焊点的焊点规格和焊点抗压强度,焊接時间与焊接电流在一定范畴内能够互相填补。
3.电极工作压力与螺母点焊机汽缸标准气压:工作压力过小,易造成喷溅;工作压力过大,使焊接区触碰总面积扩大,电流相对密度减少,焊点规格降低,比较严重时候出現未熔透的缺点,气缸压力操纵在0.35-0.45中间较为适合,不可以很小,不然非常容易挺大的溅出。
4.主要参数调整:设定每段焊接电流,首段电流時间调长一些,电流小一点用于烧热镀锌层,等热镀锌原材料融化了才刚开始真实的焊接,二次电流应当电流增加,時间调短。
5,电极头材料的挑选:不可以挑选一般的铬锆铜材料电极帽,应选用强度高些的三氧化二铝铜电极或铍钴铜电极,溶点高韧性高。

毕节防火桥架哪家好?毕节镀锌桥架报价是多少?毕节桥架厂家质量怎么样?贵州创利达电气设备有限公司专业承接毕节防火桥架,毕节镀锌桥架,毕节桥架厂家,,电话:18085111197
- 毕节镀锌桥架作为电缆支架中的重要组成部分2026-01-31
- 毕节镀锌桥架厂家再说说其主要应用场景2025-08-08
- 毕节镀锌架桥多少安装吗? +2025-07-06
- 毕节镀锌架桥牢固吗?2025-06-24